
| +86-13603313279 |  | info@bendmachine.net |
Shijiazhuang Bending Machinery Equipment Technology Co., Ltd.,
| +86-13603313279 | | info@bendmachine.net |
Tel:+86-13603313279
Fax:+86-0311-89246907
E-Mail:info@bendmachine.net
Website:www.bendmachine.net
Address:No. 1, Wenming street, Xinhua District, Shijiazhuang City
Three features of the cold bending machine: 1. Control: the cold bending machine is controlled by PLC program controller, and the automatic reading device of the full hydraulic system can be controlled manually or numerically. 2. Operation: unlimited feeding of the cold bending machine, feeding and returning, automatic positioning of the progress size of the oil cylinder without manual measurement, automatic reading of the bending size 3. Safety: double automatic shutdown system of the cold bending machine, automatic shutdown when reaching the specified size, infrared brake system, automatic shutdown when there is no material.
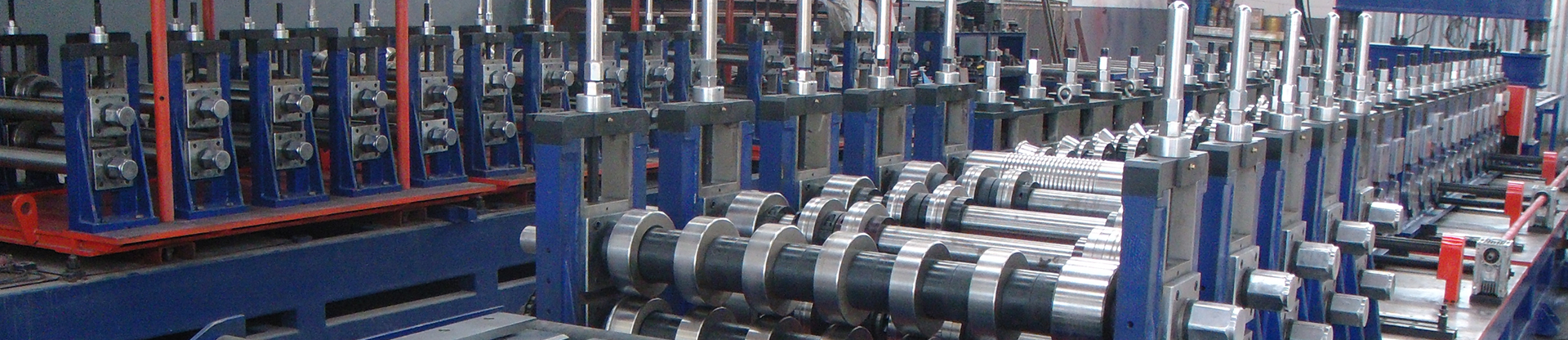
The cold bending machine is a new type of equipment for the processing and manufacturing of tunnel support steel arch frame. It consists of six parts: base, mechanical transmission, cold bending system, hydraulic system, electrical control system and auxiliary system. When working, push the section steel to be processed by cold bending from the door bracket of the auxiliary system between the two active rollers, start the hydraulic system to enable the hydraulic cylinder to push the dovetail groove and the cold bending roller to cold press the section steel, close the hydraulic system when the required arc is reached, start the mechanical transmission system, make the active roller rotate and drive the section steel to move forward smoothly and slowly relying on the friction, so as to realize continuous Cold bending operation. At the end of the cold bending, close the mechanical transmission system and start the hydraulic system to recover the hydraulic cylinder. Place the cold-formed section steel on the door bracket of the auxiliary system. This kind of cold bending operation ensures the strength of the material, improves the quality of the support steel arch, greatly improves the work efficiency, and the operation is simple and clear. Compared with the press, the cold bending machine has good performance.

When the cold bending machine starts to work, the door bracket of the auxiliary system is placed in the center of two automatic rollers, and then the hydraulic system will be started, and the hydraulic cylinder will push the dovetail groove and cold bending roller cold pressing section steel. When the desired arc is reached, the hydraulic system can be closed. The mechanical transmission system will be started, and the automatic roller will roll and rely on the conflict force To the stable and slow progress of the moving section steel, the cold bending operation is thus completed one after another. At the end of the comparison, the mechanical transmission is closed first, and the hydraulic system is started to let the hydraulic cylinder return to the original condition. And then put the cold-formed steel on the door bracket of the auxiliary system. This operation principle, simple operation, high efficiency, has brought great convenience for engineering construction.
How to use the cold bending machine: 1. To use the cold bending machine, first turn on the power, turn on the key switch on the control panel, and then press the oil pump to start, so you can hear the rolling sound of the oil pump. (the machine does not act at this moment) 2. Stroke adjustment. It is necessary to adjust the stroke when using the bending machine. Before bending, it must be tested. It is necessary to ensure that there is a gap of plate thickness when the upper die of bending machine goes down to the bottom. Otherwise, the mold and machine will be damaged. The adjustment of stroke also includes electric quick adjustment and manual gastric adjustment. 3. For selection of bending notches, it is usually necessary to select notches 8 times the width of the plate thickness. In case of bending 4mm plate, 32 laid notches shall be selected. 4. The adjustment of the back baffle usually has electric quick adjustment and manual fine adjustment, the method is the same as that of the shearing machine. 5. Press the foot switch to start bending. The bending machine is different from the plate shearer. It can be released at any time. When the foot bender is released, it will stop and continue to move downward.

From your needs to your satisfaction
From Customer demand to User satisfaactory
 | +86-13603313279 | |
 | +86-0311-89246907 | |
 | info@bendmachine.net | |
 | No. 1, Wenming street, Xinhua District, Shijiazhuang City |
