
| +86-13603313279 |  | info@bendmachine.net |
Shijiazhuang Bending Machinery Equipment Technology Co., Ltd.,
| +86-13603313279 | | info@bendmachine.net |
Tel:+86-13603313279
Fax:+86-0311-89246907
E-Mail:info@bendmachine.net
Website:www.bendmachine.net
Address:No. 1, Wenming street, Xinhua District, Shijiazhuang City
W steel strip is an important component in bolt support of coal roadway. It can connect a single bolt to form a whole bearing structure, which significantly improves the overall effect of support. Generally, the steel strip is pressed into W-shape by steel sheet, and there are punching holes on the steel strip, and the punching shape is round or long oval. W-shaped steel strip is a kind of steel product which is formed by continuous cold bending and rolling of steel strip through multiple groups of rolls. Because of the hardening effect in the cold bending process of strip steel, the strength of section steel can be improved obviously. The yield of cold bending forming is high (98%), which can save 10% ~ 30% steel compared with stamping and hot rolling section steel. According to the specific situation of coal mine underground pipeline in China, the W-type steel belt standard (MT / t861-2000) for coal mine in China is formulated. When it is used underground, W-type steel strip with different parameters can be selected according to the specific conditions of the roadway. In order to cooperate with the strong anchor, the high-strength W-shaped steel strip has been put into use with the breaking load of up to 500kN, and the rigidity has also been greatly improved, and the combination and surface protection capacity has been greatly enhanced. 
I. main parameters of W-type steel belt machine
(1) applicable to original steel strip: 2.0 ~ 5.0mm, applicable to steel strip width: 400mm
(2) theoretical operation speed of the unit: 11m / mm, coil weight: ≤ 4000kg
(3) main motor power: 11kw, hydraulic motor power: 5.5kw
(4) applicable power supply: 380V / 50Hz, total unit mass: 5800kg
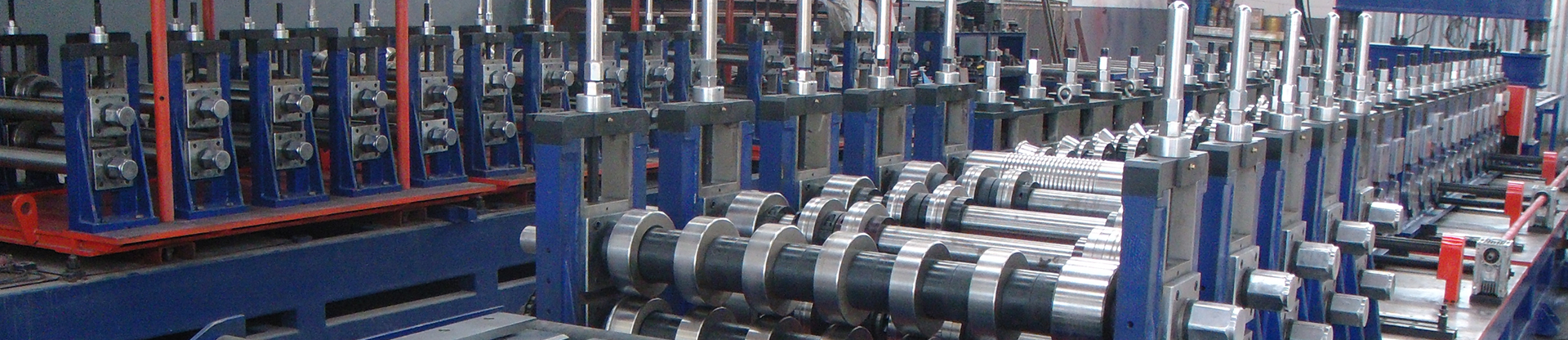
II. Structure introduction
The equipment is composed of raw material support, feed introduction platform, steel belt flattener, forming roller host, counter, punching machine, shearing device, finished material receiving frame, hydraulic station, computer control cabinet, etc. The whole machine is controlled by industrial computer PLC. See Figure 1 for the structure diagram
III. Design Overview
(1) roll design
In the process of cold forming, the plate is gradually formed into the final shape. When the material passes through the rolling mill, it is formed by the rotating roll. The goal of roller design is to form products with the minimum forming steps, that is, the minimum number of passes within the given tolerance. According to the requirements of (MT / t861-2000 W-type steel strip for mining), the roller is designed for 7 passes. A set of good and easy-to-use roller can follow the following principles: the material flows smoothly in the expected way; enough forming passes. If the roller can play a correct role, the following points must be achieved: for example, the roller is manufactured accurately, the rolling mill shaft is not bent or loose, and the shaft shoulder is positioned accurately. If the above conditions are met, a group of good rolls will produce tens of thousands of meters of high-quality products.
(2) problems to be considered in rolling mill design: 1. Selection of rolling mill type: considering the width of rolling plate is 400mm, the thickness of plate is 5mm, and the bearing capacity of shaft and shaft is large, the through shaft double end rolling mill type is selected. 2. Selection of rolling mill shaft diameter: according to calculation and analogy method, the shaft diameter is 80mm. 3. Interval between passes: the interval between passes is the center wheelbase in the horizontal direction. When molding products, the interval between passes will be critical, not too short or too long. Too short will cause waves and twists, so that adjustment rolls and other components (such as counters) cannot be installed. In addition, too small space will make it extremely difficult to install and use conventional inspection rolls. Therefore, the track spacing of the equipment is ≤ 500mm. 4. Distance between lower shaft and rolling mill table: generally, the lower shaft of most rolling mills including this equipment is fixed and cannot be adjusted. 5. Lower shaft drive: as a rule, the cold bending industry generally adopts the lower shaft drive. The chain wheel chain is driven by 11kw motor and PM500 reducer, and the chain is pulled by 1.5-inch double row. 6. Design of separating locating sleeve: separating locating sleeve can reduce the replacement time of roller with multiple specifications and wide section. Remove the original nut from the shaft end, pull out the frame, and separate the roll changing operation of the positioning sleeve. Just loosen the nut and pull the roll to both sides for 6 ~ 20mm. This gap can separate the positioning sleeve and install it in a new position. This method can reduce the roll replacement time by about 70% ~ 80%. For example, with the standard positioning sleeve, the replacement time of each pass sleeve is 10-24min, while with the positioning separation sleeve, the replacement time can be reduced by 3-5min.
The equipment uses the hinge joint locating sleeve and the movable gasket with a stop. The locating sleeve of the hinge connection is a positioning method with the hinge as the positioning. The external part is fixed with a spring. To some extent, it can reduce the loading and unloading time more than the bolt fixation. Moreover, the construction of the surface beauty is very practical. The locating sleeve is a part of the roll set, so the length tolerance and the balance of both ends are very important. The positioning sleeve does not need heat treatment, and there is no strict requirement for the machining roughness.

From your needs to your satisfaction
From Customer demand to User satisfaactory
 | +86-13603313279 | |
 | +86-0311-89246907 | |
 | info@bendmachine.net | |
 | No. 1, Wenming street, Xinhua District, Shijiazhuang City |
